
Powder metallurgy (PM) is one of manufacturing’s most underappreciated competitive advantages. While casting, forging, and machining dominate engineering conversations, PM quietly produces millions of precision metal components every year — from automotive transmission gears to aerospace turbine parts to surgical implants — with material efficiency that conventional methods cannot match.
PM utilizes up to 97% of input material, compared to 60–70% for conventional machining. It produces near-net-shape components with dimensional tolerances as tight as ±0.05 mm, at production rates 5–10x higher than precision machining for complex geometries.
The scale of this industry reflects its strategic importance. Based on 2015 baseline data from a BCC Research market study, the global metal powder market was valued at approximately €6 billion annually, with the downstream sintered parts market reaching €12.5 billion. Over 1.36 million metric tons of metal powder were shipped globally that year. Both segments grew at a compound annual growth rate of 6.8% between 2010 and 2015, driven by automotive demand, expanding MIM adoption, and the emergence of additive manufacturing. By 2019, global powder shipment volume had grown to 1.59 million metric tons at a value of €8.1 billion, reflecting both volume growth and mix shift toward higher-value specialty powders.
One structural fact shapes every process selection decision: powder cost accounts for roughly 50% of finished sintered part value. The gap between raw powder and a finished part — the value-add from compaction, sintering, and finishing — is where manufacturers compete.
This guide covers the full PM landscape: how powders are made, how they are consolidated into parts, which processes suit which applications, how PM compares to casting and machining, and what the economics actually look like. It is written for OEM engineers, product designers, and procurement professionals evaluating PM for component manufacturing.
What this guide covers:
- How the powder metallurgy value chain works, from atomization to finished sintered part
- The three dominant powder production methods and their particle size implications
- Press-and-sinter, MIM, and HIP/CIP: a direct process comparison
- PM vs. casting and machining: when each method wins
- Applications by industry and the economics behind each segment
- Design guidelines and limitations engineers need to know
Key Takeaways
- PM utilizes 95–97% of input material vs. 60–70% for machining — the core economic argument at high volumes
- Three primary consolidation routes: press-and-sinter (€8–10B market, simple 2D geometry, high volume), MIM (€1.5–2B, complex 3D, small parts), and HIP/CIP (€300–500M, maximum density, aerospace/medical)
- Process economics hinge on volume: PM becomes cost-competitive above ~10,000 units/year for press-and-sinter; ~100,000 for MIM
- Water atomization (~70% of volume) produces irregular particles for press-and-sinter; gas atomization (~20%) produces spherical particles required for MIM and additive manufacturing
- Historical baseline: global powder market was €6.15 billion in 2015, sintered parts at €12.5 billion — both growing at 6.8% CAGR (2010–2015); by 2019, powder shipments reached €8.1 billion
- PM has real limits: size (~200 mm, ~4 kg for press-and-sinter), density (85–93% without secondary ops), and tooling costs rule it out below ~5,000–10,000 units/year — with exceptions for high-value, low-volume applications such as harsh-environment materials
What Is Powder Metallurgy? The Value Chain Explained
Powder metallurgy is a manufacturing discipline that converts metal powders into functional components through compaction and thermal bonding, without melting the base metal. The process preserves tight control over composition, microstructure, density, and porosity in ways that casting cannot achieve.
The PM value chain runs in four stages:
- Raw material production — Primary metals (iron, aluminum, copper, nickel, titanium, and alloys) are converted into powder via atomization, electrolytic deposition, mechanical processes, or one of 10–15 higher-cost alternative methods such as plasma atomization.
- Powder classification and processing — Powders are sieved, classified, and blended with lubricants, alloying agents, or binders. Most structural part manufacturers purchase pre-mixed, fully characterized powder formulations directly from powder producers.
- Parts manufacturing — Powder is consolidated into a “green” part via compaction, then sintered in a controlled atmosphere to bond particles and achieve target density and mechanical properties.
- Secondary operations — Sizing, heat treatment, machining, infiltration, plating, or surface finishing are applied as required for the end-use application.
Industry Structure: Concentrated Upstream, Fragmented Downstream
The powder production segment is highly concentrated. Based on BCC Research data, the top five powder producers collectively control approximately 80% of the global powder market, with roughly 500 companies active in total. Sintered parts manufacturing is far more fragmented: the top five parts manufacturers hold only about 40% market share across more than 2,500 active companies.
This structural difference has a direct impact on profitability. Powder producers benefit from technical differentiation, capital barriers, and proprietary formulations. Parts manufacturers face commoditization pressure, particularly in high-volume automotive applications. The margin gap is the economic argument for moving up the value chain through process specialization or material science differentiation.
The implication for OEMs: powder quality and formulation are non-negotiable inputs. Specifying the wrong powder for a process — wrong morphology, wrong size distribution, wrong alloy — cannot be corrected in compaction or sintering.
Metal Powder Production: Water Atomization vs. Gas Atomization
The particle characteristics of a metal powder — size, shape, surface texture, and flow behavior — determine how it flows, how it compacts, and what properties the final sintered part achieves. Powder production is an engineered process, not a commodity step.
Three technology families dominate global powder production.
Water Atomization: The Volume Backbone
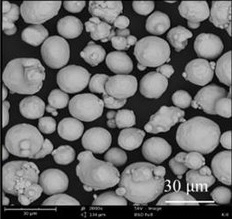
Atomized copper powder (30µm scale)
Water atomization uses high-pressure water jets to break up a stream of molten metal, producing irregularly shaped particles with rough surfaces. That irregular morphology is a functional advantage: particles mechanically interlock during compaction, improving green strength before sintering.
Key specifications:
- Particle shape: rounded-irregular
- Typical particle size: 45–150 µm for structural applications; 44–250 µm for self-lubricating bearings
- Market share: approximately 70% of total powder production volume
- Primary applications: press-and-sinter automotive components
Iron and low-alloy steel powders produced by water atomization represent the single largest volume category in the PM industry, accounting for approximately 66% of total metal powder shipments by volume.
Gas Atomization: Precision and Performance
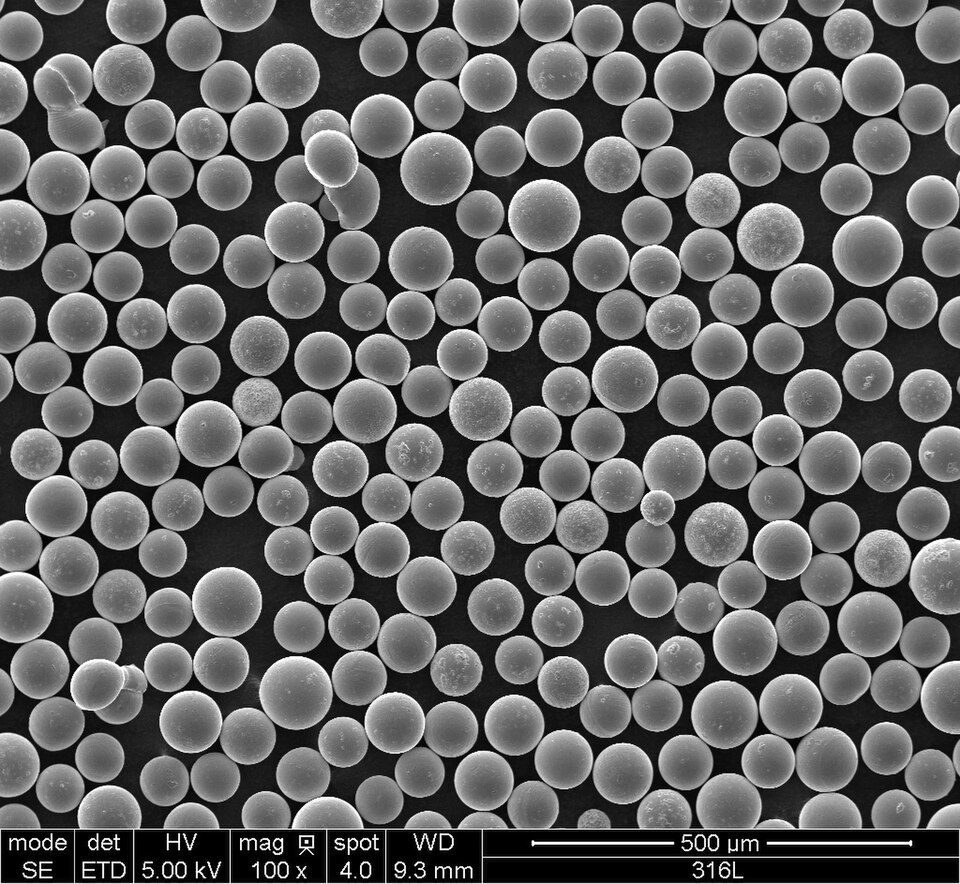
SEM of spherical 316L powder
Gas atomization uses high-pressure inert gas to disintegrate a molten metal stream, producing spherical particles with excellent flowability. Spherical morphology is essential for processes requiring precise, automated powder feeding — particularly MIM and additive manufacturing.
Key specifications:
- Particle shape: spherical
- Typical particle size: 10–38 µm for MIM; under 50 µm for additive manufacturing (LPBF)
- Market share: approximately 20% of total powder production volume
- Primary applications: MIM, laser powder bed fusion (LPBF)
The particle size-to-price relationship is significant. Based on pricing data cited in the BCC Research study, gas-atomized stainless steel 17-4/630 powder ranges from approximately €16.7/kg at 3 µm D50 down to €7.9/kg at 20 µm D50. Water-atomized equivalents in the structural range (44–590 µm) price between €4.0 and €5.3/kg. Fine particle size commands a substantial premium because it requires more energy-intensive production and enables higher-value downstream processes.
Mechanical, Electrolytic, and Specialty Methods
These methods produce angular, flake, and dendritic particles serving niche applications. They account for less than 10% of total volume but serve technically specialized markets.
| Method | Particle Shape | Primary Applications |
|---|---|---|
| Mechanical crushing | Angular, irregular | Green strength additives, refractory materials |
| Electrolytic deposition | Dendritic | Carbon brushes, conductive applications |
| Ball milling | Flakes | Metallic pigments, paints, inks, pyrotechnics |
| Chemical decomposition | Rodlike | Specialty catalysts, fine functional powders |
Global Powder Market by Material Type (2015 Baseline)
The following table summarizes 2015 global shipment data by material, sourced from BCC Research. These figures represent a historical baseline; the market has continued to grow since this period.
| Material | Volume (tons, 2015) | ASP (€/kg) | Market Value (€M) |
|---|---|---|---|
| Iron and steel | 1,122,850 | 3.6 | 4,077 |
| Aluminum | 107,590 | 5.1 | 553 |
| Copper | 49,220 | 5.3 | 261 |
| Nickel | 25,580 | 13.3 | 340 |
| Stainless steel | 21,980 | 7.4 | 163 |
| Tungsten | 10,210 | 32.4 | 330 |
| Molybdenum | 6,030 | 25.9 | 156 |
| Tin | 2,670 | 17.8 | 48 |
| Other | 17,540 | 12.5 | 219 |
| Total | 1,363,670 | 4.5 avg | 6,147 |
PM Consolidation Processes: Press-and-Sinter, MIM, and HIP/CIP Compared
The powder consolidation process determines part geometry, density, mechanical properties, and production economics. Three methods dominate industrial PM production. Choosing the wrong one is among the most expensive mistakes an OEM can make during component development.
Press-and-Sinter: High-Volume Structural Production
Press-and-sinter (P&S) is the workhorse of the PM industry, representing a global market of approximately €8–10 billion and more than 2,000 active manufacturers worldwide. Loose powder is uniaxially compressed in a hardened steel die at pressures up to 50 tons per square inch, forming a “green” compact. The compact then passes through a continuous sintering furnace under controlled atmosphere, where solid-state diffusion bonds the particles without melting them.
Best suited for:
- High-volume production (10,000+ units/year; optimal above 50,000 and up to 1,000,000+ parts/year)
- Relatively simple 2D geometries that can be ejected from a die and pressed uniaxially
- Iron-based structural components: gears, cams, levers, clutch plates, sprockets
- Applications where 85–93% theoretical density is acceptable (approximately 10–15% porosity)
Process economics: A single press requires approximately €1 million in capital investment. Pre-mixed iron/steel powder feedstock makes P&S the most cost-effective PM consolidation route for high-volume structural parts.
Metal Injection Molding (MIM): Complex Geometry at Scale
Metal injection molding combines the geometric freedom of plastic injection molding with the material performance of sintered metal. It targets a global market of approximately €1.5–2 billion and roughly 750 active manufacturers.
Fine spherical powder (typically 10–38 µm) is blended with a thermoplastic or alternative binder system (aqueous or catalytic) to create a flowable feedstock. The feedstock is injection-molded into complex three-dimensional shapes, then debinded to remove the polymer, and sintered at temperatures not exceeding 1,400°C.
Sintering shrinks the part 15–22%, which must be accounted for in tooling design using a mold scale factor (MSF). The result is a part at 96–99% of theoretical density.
Best suited for:
- Complex geometries with undercuts, thin walls (as thin as 0.1 mm), or internal features impossible with die compaction
- Parts under 160 grams; ideally under 30 grams, with the economics improving further below 1 gram
- High production volumes (100,000+ units/year; 1,000,000+ for best economics)
- Applications requiring near-full density and superior surface finish (Ra ~1 µm vs. 1.6–3.2 µm for P&S)
- Automotive, consumer electronics, firearms, medical devices
The MIM cost reality: MIM feedstock costs are an order of magnitude above press-ready PM powder. That premium is justified when geometric complexity or density requirements eliminate press-and-sinter as an option. New parts should be DFM’d for P&S first before considering MIM.

MIM automotive components
Hot and Cold Isostatic Pressing (HIP/CIP): Maximum Density for Critical Applications
Isostatic pressing applies uniform hydrostatic pressure from all directions — with heat (HIP) or without (CIP) — to consolidate powder into near-fully-dense components. The global market is approximately €300–500 million, served by only 30–50 specialist companies.
HIP produces parts at 99%+ theoretical density with isotropic properties. It is the method of choice for aerospace nickel superalloys (Inconel 713/718, Hastelloy X), medical titanium implants, and complex industrial components where any porosity is unacceptable. A single HIP press requires €3–5 million in capital investment.
Best suited for:
- Low-to-medium batch sizes (10–2,500 parts)
- Aerospace components: impellers, jet engine casing parts, turbine vanes
- Medical prosthetics requiring controlled porosity for bone in-growth
- Oil and gas: gas turbine components and impellers
Process Selection at a Glance
| Criterion | Press-and-Sinter | MIM | HIP/CIP |
|---|---|---|---|
| Market size (global) | €8–10B | €1.5–2B | €300–500M |
| Typical density | 85–93% | 96–99%+ | 99%+ |
| Part weight | Up to ~4 kg | Under 160 g (ideally <30 g) | Wide range |
| Geometry complexity | Moderate (2D) | High (3D injection molded) | High (3D) |
| Ideal annual volume | 10,000–millions | 100,000–millions | 10–2,500 |
| Feedstock cost | Low | High | Moderate |
| Active manufacturers | ~2,000 | ~750 | 30–50 |
| CAPEX per unit | ~€1M | ~€0.5M | €3–5M |
Note on market figures: Global market size estimates above are sourced from BCC Research baseline data (2015) and represent order-of-magnitude context for process selection decisions, not current market valuations.
Powder Metallurgy vs. Casting and Machining: When to Choose PM
The decision to use powder metallurgy is fundamentally an economic and engineering tradeoff. PM does not win every application — but it offers a specific set of advantages that are decisive in well-defined circumstances.
Where PM Outperforms Competing Processes
vs. Machining: PM’s most decisive advantage is material utilization. Machining removes 30–40% of input material as chips and swarf. PM near-net-shape production wastes less than 3%. At high volumes, that difference compounds into significant cost savings — particularly for expensive alloys. PM also eliminates many secondary operations: a gear produced by press-and-sinter requires no turning, milling, or broaching to reach final shape.
vs. Casting: Casting cannot produce controlled porosity, cannot achieve PM’s dimensional consistency without extensive post-machining, and cannot combine materials that are immiscible in the liquid state. PM’s solid-state processing eliminates the grain directional properties found in cast structures, producing more isotropic mechanical behavior. For components requiring self-lubrication, casting offers no equivalent.
vs. Forging: Forging produces higher ultimate tensile strength in most alloy systems because the wrought microstructure has superior elongation. PM parts typically show 5–15% lower UTS than forged equivalents. However, PM produces net-shape complexity that forging cannot match, and for applications where wear performance matters more than peak tensile strength, PM is fully competitive.
PM vs. Casting vs. Machining: Key Metrics
| Metric | PM (Press-and-Sinter) | Casting | Machining |
|---|---|---|---|
| Material utilization | 95–97% | 85–90% | 60–70% |
| Dimensional tolerance | ±0.05–0.1 mm | ±0.3–1.0 mm | ±0.005–0.05 mm |
| Minimum economic volume | ~10,000 units/yr | ~500 units/yr | Any volume |
| Porosity control | Engineered | Uncontrolled | None |
| Density (no secondary ops) | 85–93% theoretical | 95–99% | 100% |
| Tooling cost | High (die sets) | Moderate–high | Low–moderate |
What PM Cannot Do
PM’s advantages are real, but so are its constraints. Engineers who understand these limits avoid costly late-stage redesigns.
- Size: Conventional P&S is generally limited to parts under approximately 200 mm in any dimension and under 4 kg in weight
- Density: Standard P&S achieves 85–93% of theoretical density; full density requires HIP, infiltration, or MIM
- 3D complexity: True undercuts and internal channels are not achievable by die compaction; MIM or additive manufacturing must be considered
- Tooling economics: Die and punch tooling runs €50,000–€200,000+ for complex geometries, making low-volume production uneconomical below approximately 5,000–10,000 units/year
- Tensile strength: PM parts typically exhibit 5–15% lower UTS than wrought equivalents at the same density
Powder Metallurgy Applications by Industry and Market Segment
The PM market divides into eight general application segments with distinct powder requirements, process preferences, and value profiles. Structural components dominate by volume; specialty segments deliver disproportionate value per kilogram. The other segments include surface treatments and coatings, magnets, welding and brazing, particulate additives, catalysts, porous components (filtration), and explosives and propellants.
Automotive: The Volume Driver
The automotive sector is the single largest consumer of structural PM components, accounting for approximately €2.7 billion in powder value for automotive applications alone (2015 baseline). Press-and-sinter iron-based components — gears, cams, clutch plates, sprockets, actuators — are produced at several hundred thousand tons annually using water-atomized iron/steel powders in the 45–149 µm range.
The EV transition is not a threat to PM demand — it is a reallocation. EV powertrains require PM components for electric motors, axial flux motors, locking systems, pumps, and transmission components. The Metal Powder Industries Federation (MPIF) has documented the ongoing shift in automotive PM demand toward EV-compatible applications.

Iron powder
Self-Lubricating Bearings: Engineered Porosity
Bronze and iron sintered bearings represent approximately €400 million in market value (103,000 tons annually, 2015 baseline). Controlled porosity — typically 15–35% by volume — is impregnated with lubricating oil during production. Heat and motion during operation draw oil to the bearing surface through capillary action, providing continuous lubrication without an external supply.
Magnetic Materials
PM is the dominant manufacturing route for both hard and soft magnets.
- Hard magnets (NdFeB, SmCo, AlNiCo, ferrites): require fine gas-atomized powders in the 3–5 µm range, aligned in a magnetic field before sintering to achieve directional magnetic properties. NdFeB permanent magnets are critical for EV traction motors and wind turbine generators.
- Soft magnets (silicon-iron, nickel-iron alloys): use larger, irregular water-atomized powders in the 25–225 µm range for stators, rotors, solenoids, and transformer cores.
Surface Treatment and Coatings
Metal powders serve as feedstock for thermal spray coatings, laser cladding, and hardfacing — applications where the goal is upgrading or protecting an existing substrate rather than creating a structural part.
- Thermal spray (flame spray, HVOF, plasma transferred arc): 5–45 µm spherical powders; aircraft component restoration, oil and gas equipment, power generation
- Laser cladding: 45–105 µm spherical powders; turbine blade restoration and industrial tooling hardfacing
- Diamond tool binders: 15–50 µm cobalt, nickel, and iron alloy powders that regulate diamond exposure and tool longevity
Aerospace, Medical, and Defense
Aerospace PM applications rely on HIP-processed nickel superalloys for jet engine casings, impellers, and structural vanes. Titanium alloy PM processes dominate orthopedic implants, where controlled porosity enhances bone in-growth. MIM provides the precision required for surgical instruments, firearms components, and defense hardware.
Titanium 6-4 Grade 5 and cobalt-chrome alloys are the primary materials, with powder average selling prices reaching €20/kg and substantially higher for medical-grade titanium.
Key design consideration: Titanium powder parts produced by conventional press-and-sinter exhibit poor fatigue properties relative to wrought alternatives. MIM or HIP is typically required for load-bearing implant applications.
Porous Metal Powder Components
Porous PM represents approximately 8,000 tons per year and €178 million in sintered part value (2015 baseline). Unlike structural PM, porous components are designed to have controlled, interconnected porosity — the performance metric is permeability and pressure drop, not density. Approximately 80% of porous PM production uses stainless steel.
Primary applications:
- Catalyst recovery filtration (€44.5M): recovering palladium and nickel catalysts from chemical process streams; filter elements have 5–7 year service lives
- Semiconductor filtration (€28.3M): Hastelloy elements at €800–1,800 per piece for ultra-high purity gas filtration in chip fabrication
- Polymer filtration (€14M): melt filtration in polymer processing
- Instrument parts (€4M): sensor protection elements, flow restrictors, pressure gauge snubbers
Catalysts and Functional Powders
Catalyst applications represent approximately €201 million in market value (2015 baseline). Nickel-based Raney nickel catalysts (1–30 µm) drive hydrogenation reactions in pharmaceutical and chemical manufacturing. Precious metal catalysts — palladium, platinum, and other PGMs — at powder ASPs up to €25,000/kg serve fuel cells, electrolyzers, gas sensors, and pharmaceutical synthesis.
Powder Metallurgy Advantages and Disadvantages
Advantages
- Near-net-shape manufacturing: Reduces or eliminates machining, lowering per-part cost at volume
- Material efficiency: 95–97% utilization vs. 60–70% for machining — directly reduces material cost for expensive alloys
- Engineered porosity: Enables self-lubricating bearings, filtration media, and bone in-growth implants
- Tight dimensional tolerances: ±0.05–0.1 mm achievable without secondary operations
- Unique material combinations: Tungsten carbide, metal-matrix composites, and gradient materials not achievable through melting
- High-volume repeatability: Part-to-part variation below 0.1% at production scale
- Green manufacturing: Minimal scrap, lower energy consumption than casting and forging for equivalent geometries
Disadvantages and Limitations
- Tooling investment: Die sets represent significant upfront cost, making PM uneconomical below approximately 5,000–10,000 units/year
- Size constraints: Conventional P&S is practically limited to parts under ~200 mm in any dimension and under approximately 4 kg
- Density limitations: Standard press-and-sinter achieves 85–93% theoretical density; full density requires secondary operations (HIP, infiltration) or a switch to MIM
- Geometric constraints: Die compaction is inherently a 2D process; complex 3D features require MIM or HIP
- Strength vs. wrought: PM parts typically exhibit 5–15% lower ultimate tensile strength than wrought equivalents, though wear resistance and damping characteristics are often superior
Design for Manufacturability (DFM) in Powder Metallurgy
Engaging with PM process engineering early in the design phase is the single most effective way to reduce part cost and avoid redesign. PM is not a drop-in replacement for a casting or machined part — it requires geometry adapted to the constraints of compaction and sintering.
The DFM rule: Changes made at the design stage cost nothing. Changes made after tooling is cut cost tens of thousands of dollars and weeks of schedule.
Press-and-Sinter DFM Guidelines
- Draft angles are not required — unlike casting, PM parts eject axially from the die, so vertical walls are preferred
- Avoid undercuts and cross-holes — these cannot be formed by uniaxial die compaction; if required, switch to MIM
- Uniform wall thickness reduces density variation during compaction and improves process repeatability
- Minimum wall thickness is typically 1.5 mm for iron-based alloys; thinner walls risk cracking during ejection
- Chamfers and radii on part edges reduce tooling wear and improve green strength
MIM DFM Guidelines
- Uniform wall thickness prevents differential shrinkage during debinding and sintering
- Account for 15–22% linear shrinkage — all dimensions must be scaled up in tooling design using a mold scale factor (MSF)
- Consolidate multiple parts into a single MIM component wherever possible — MIM’s 3D freedom enables part count reduction that offsets its higher per-part cost
- Minimum wall thickness of approximately 0.3 mm is achievable; below 0.1 mm requires specialist process development including tooling design, build, and molding trials
Secondary Operations That Expand PM’s Capability
PM parts are rarely finished directly from the sintering furnace for demanding applications. Secondary operations extend what PM can achieve:
| Operation | Capability Added |
|---|---|
| Sizing and coining | Improves dimensional accuracy; tolerances tighter than ±0.025 mm achievable |
| Heat treatment | Carburizing, carbonitriding, steam treating, and oil impregnation all applicable |
| Machining | Drilling, tapping, and turning for features that cannot be pressed (cross-holes, threads) |
| Hot isostatic pressing (HIP) | Closes residual porosity in press-and-sinter parts to achieve near-full density |
The Global Metal Powder Market: Regional Dynamics and Growth
Metal powder production is concentrated in industrialized regions with established automotive manufacturing bases: China, North America, Eastern and Western Europe, Japan, and South Korea. In general, growth is driven by high-volume iron-based structural component production for domestic automotive OEMs.
High-value applications — aerospace, medical devices, semiconductors — remain concentrated in North America, Europe, and Japan, where the engineering infrastructure and quality systems required for those markets are most developed. The highly engineered products developed in these regions often require precision P&S and/or MIM components with sophisticated chemistries.
Supply Chain Implications
- For commodity iron-based structural components: localized sourcing of parts and powder (where possible) is an effective way to achieve competitive pricing and tight relationships with supplier quality teams.
- For specialty alloys, tight tolerances, or stringent quality documentation: Western and Japanese suppliers retain significant advantages in process control, traceability, chemistry options, and expanded part geometry capabilities.
Market Growth Trajectory (Historical Baseline)
By 2019, global powder shipment volume had grown to 1.59 million tons at a value of €8.1 billion — a volume CAGR of approximately 4% and a value CAGR of approximately 7% from the 2015 baseline. This reflects both volume growth and mix shift toward higher-value specialty powders. These trend lines have continued beyond 2019, driven by EV adoption, additive manufacturing demand, and energy transition applications.
Growth drivers going forward:
- EV traction motor components and axial flux motor magnets
- Gas-atomized spherical powders for additive manufacturing (LPBF)
- Fuel cell and electrolyzer catalyst powders
- Permanent magnets for wind turbine generators
Frequently Asked Questions About Powder Metallurgy
What is the minimum production volume for powder metallurgy to be economical?
Press-and-sinter PM typically becomes cost-competitive with machining at volumes above 10,000 units/year, with the advantage increasing significantly above 50,000 units/year. MIM requires higher volumes — typically 100,000+ — to amortize tooling and feedstock costs. HIP/CIP is economical even at batch sizes of 10–100 parts due to the performance premium it commands. One notable exception: high-value, low-volume applications such as harsh-environment materials, where annual quantities of 100 parts or fewer can still justify PM tooling investment.
What is the difference between water atomization and gas atomization?
Water atomization produces irregularly shaped particles (45–150 µm) suited for press-and-sinter applications, where particle interlocking improves green density. Gas atomization produces spherical particles (10–38 µm for MIM) with superior flowability, required for metal injection molding and additive manufacturing. The price difference is significant: gas-atomized fine powders can cost 2–4x more per kilogram than water-atomized equivalents.
Can PM parts achieve full theoretical density?
Standard press-and-sinter achieves 85–93% theoretical density. Near-full density (99%+) requires secondary operations such as hot isostatic pressing (HIP), copper infiltration, or using MIM as the primary process. For most structural applications, 90–93% density is sufficient; full density is specified only where fatigue life or corrosion resistance is critical.
How does PM compare to casting for automotive components?
For high-volume, moderately complex components such as gears and cams, PM press-and-sinter is typically 25–40% lower cost than casting due to near-net-shape production, higher material utilization, and better dimensional consistency. Casting retains the advantage for large, low-volume, or very complex parts that exceed PM’s geometric or size constraints.
What are the main powder metallurgy materials?
Iron and steel dominate by volume (approximately 66% of total shipments), primarily for automotive structural components. Specialty materials — nickel, titanium, tungsten, molybdenum, stainless steel — serve aerospace, medical, electronics, and energy applications at higher price per kilogram. Copper and bronze are standard for self-lubricating bearings and electrical components.
What industries use powder metallurgy most?
Automotive is the largest consumer by volume, accounting for the majority of press-and-sinter structural component production. Industrial machinery, aerospace, medical devices, electronics, and energy applications follow. Emerging growth areas include additive manufacturing metal powders, electric vehicle motor components, and fuel cell catalysts. The Metal Powder Industries Federation maintains comprehensive industry data across all sectors.
Powder Metallurgy’s Strategic Position in Modern Manufacturing
The global PM industry sits at a structural inflection point. The established core — high-volume iron-based automotive components produced by press-and-sinter — is mature and highly competitive, with sintered parts manufacturers operating at acceptable margins. The growth frontier is in higher-value segments: gas-atomized powders for additive manufacturing and MIM, titanium and nickel alloys for aerospace and medical applications, and functional powders for energy storage and catalysis.
To put PM’s scale in perspective: machining consumes approximately 145 million tons of steel per year globally; PM products consume approximately 1.35 million tons. PM is not competing to replace machining at scale — it is competing to own the specific applications where near-net-shape production, controlled porosity, and material efficiency are decisive advantages.
The EV transition is reallocating automotive PM demand rather than eliminating it. Additive manufacturing is creating new demand for high-quality gas-atomized spherical powders. Energy transition applications — fuel cells, electrolyzers, permanent magnets for wind turbines and axial flux motors — are driving demand for specialty powders that did not exist at commercial scale a decade ago.
For OEM engineers evaluating PM for a specific component, the process selection question is always the same: does the part’s geometry, volume, density requirement, and material specification fall within the economic sweet spot of press-and-sinter, MIM, or HIP/CIP? Getting that answer right early — before tooling is cut and production is committed — is where the real value of PM process expertise lies.
For guidance on evaluating specific components for PM feasibility, process selection, manufacturer qualification, and powder metallurgy market consulting, contact Derek Rasmussen, International Strategic Sales Manager at Powder Metal Technologies, directly via LinkedIn. See real-world examples of PM process selection in action in the Powder Metal Technologies case studies — including technology transfers from machining to MIM, press-and-sinter replacing 4140 forgings at 50%+ cost savings, and magnet optimization for electrification applications.

