What is Powder Metallurgy?
If you’re an engineer or technical decision-maker looking for cost-effective ways to make metal parts with custom properties and efficient material use, this guide to powder metallurgy will help you quickly understand the core process and where it fits best.
Introduction to Powder Metallurgy
Powder metallurgy makes metal parts by starting with metal powders instead of melting metal or using bar stock. The powder is pressed into a ‘green’ shape, then heated just enough for the particles to bond and form a solid part, without fully melting.
What Is Powder Metallurgy?
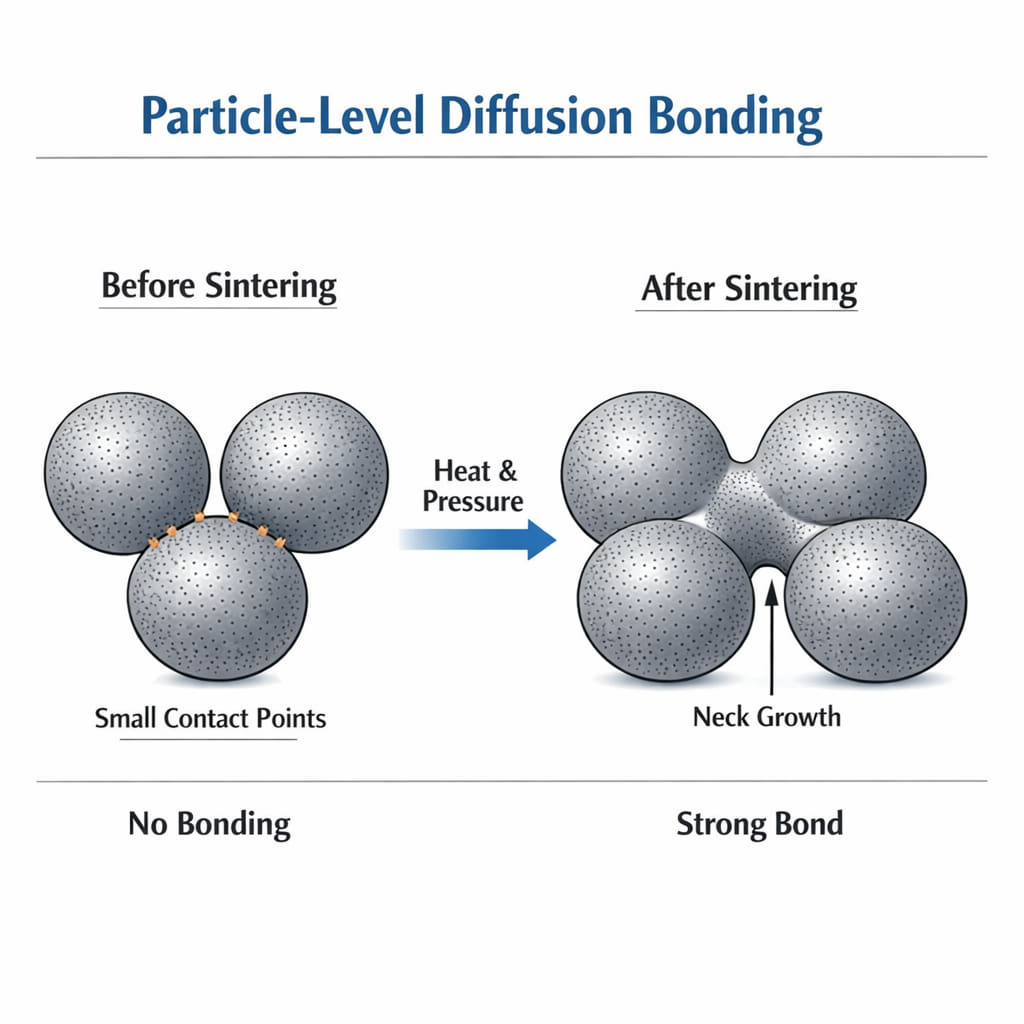
Powder metallurgy (PM) is a net shape / near-net-shape forming process in which metallic (and sometimes ceramic) powders are blended, pressed or injected into a die, and sintered to produce components with potentially porous characteristics and specific mechanical/thermal properties. Unlike casting, no bulk melting of the alloy occurs in the main forming step; instead, diffusion and surface energy drive neck growth between particles during sintering. This makes PM especially suitable for high-volume parts with complex geometry that would be expensive to machine from solid.
Powder metallurgy starts by making metal into a fine powder, pressing it into shape, and then heating it so the particles bond into a solid part. The metal never fully melts in this process.
Simply put, instead of cutting a part from a metal block or pouring molten metal, powder metallurgy presses ‘dry metal flour’ into a die and then bakes it until it becomes a strong, finished part.
A Brief History of Powder Metallurgy
Powder metallurgy dates back to ancient times, evidenced by early gold and copper artifacts produced by compacting metal powder. Each historical development demonstrates how PM adapts to new technological challenges. For example, as “The Discovery and History of Tungsten Wire” (2025) explains, industrial PM applications expanded significantly in the late 1800s and early 1900s, particularly for manufacturing tungsten filaments for electric lamps at a time when melting tungsten was not feasible. This milestone is directly connected to current methods for processing refractory alloys used in advanced applications such as EV power electronics.
In the 20th century, powder metallurgy grew fast as the automotive industry expanded. Press and sinter iron parts became common for high volume structural components because they saved money and could be made close to final shape.
Today, powder metallurgy is a global industry producing millions of tons of parts each year. It covers everything from structural steel parts and hardmetals to magnets, MIM components, and advanced alloys. The latest focus areas are new materials, electrification, and combining PM with additive manufacturing.
Core Powder Metallurgy Processes
Powder metallurgy covers several related ways to make metal parts from powder, all aiming for a near-net shape. The main PM processes are often compared to casting, forging, and machining when choosing how to make a part.

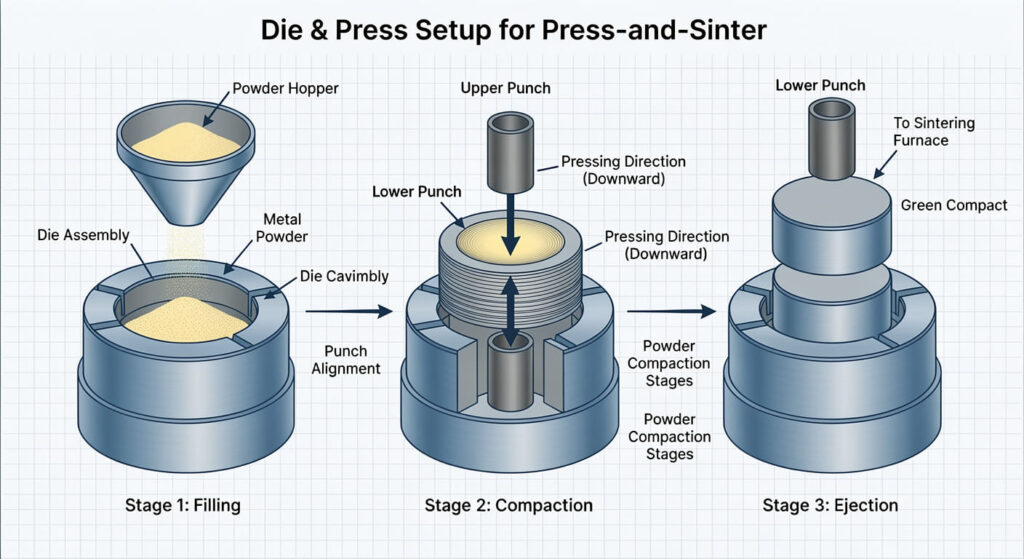
Press and Sinter Powder Metallurgy (PM)
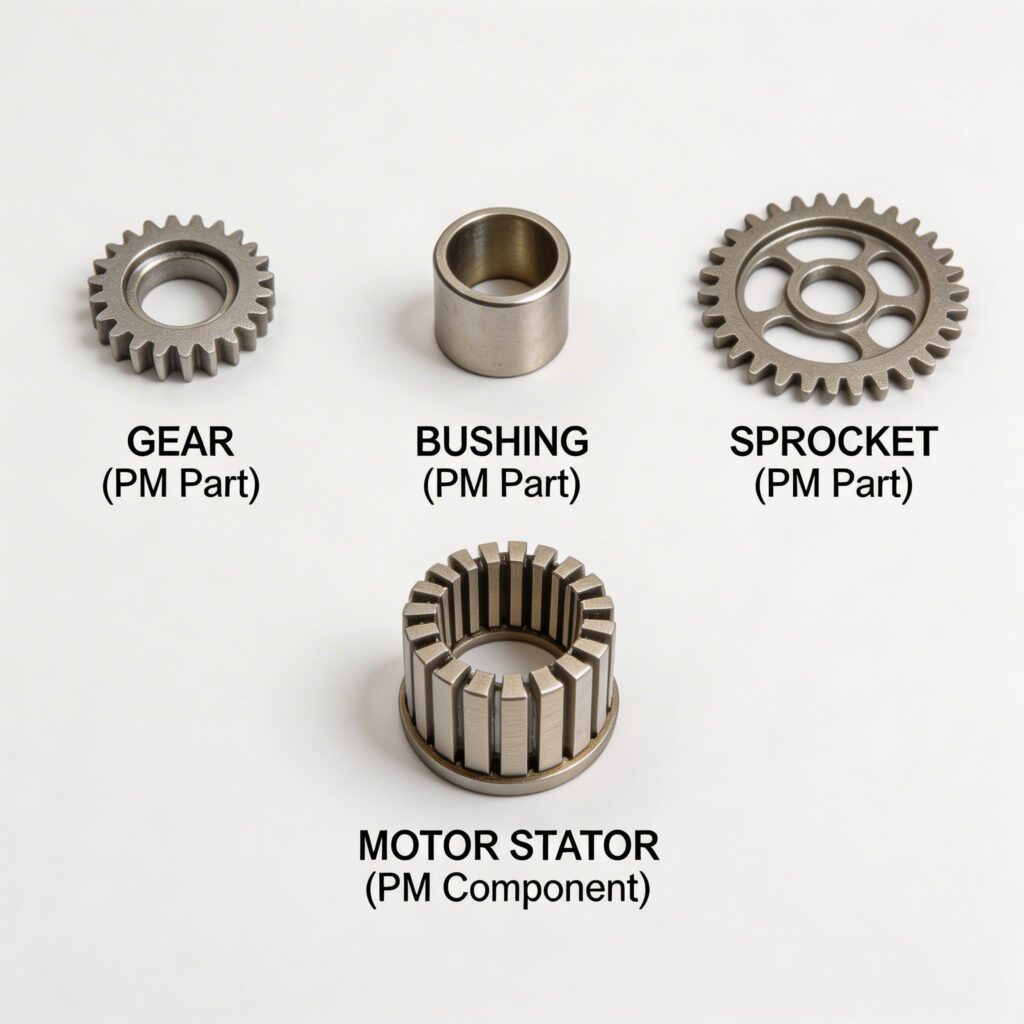
Press and sinter is the main PM method for making high volume structural parts such as gears, pulleys, bushings, sprockets, locks, etc.
- Metal powder (often iron or low-alloy steel) is blended with lubricants and, sometimes, additives.
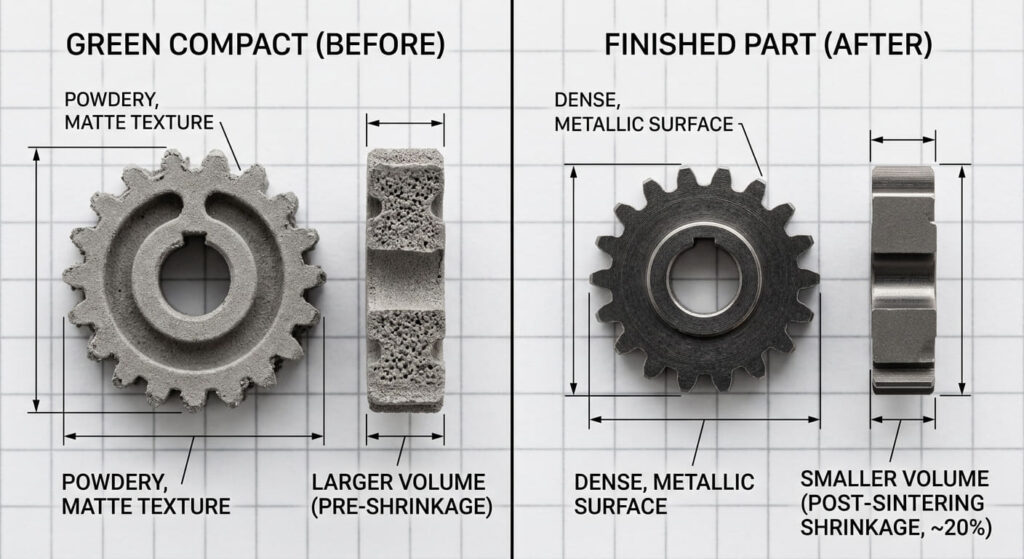
- The blend is compacted in a rigid steel die using a uniaxial press, producing a “green” compact with enough strength for handling.
- Green parts are conveyed through a continuous furnace (belt furnace) and sintered below the main metal’s melting point in a controlled atmosphere to bond particles and develop properties.
- Optional secondary operations (sizing, coining, machining, heat treatment, impregnation, infiltration, plating) refine dimensions, density and surface condition.
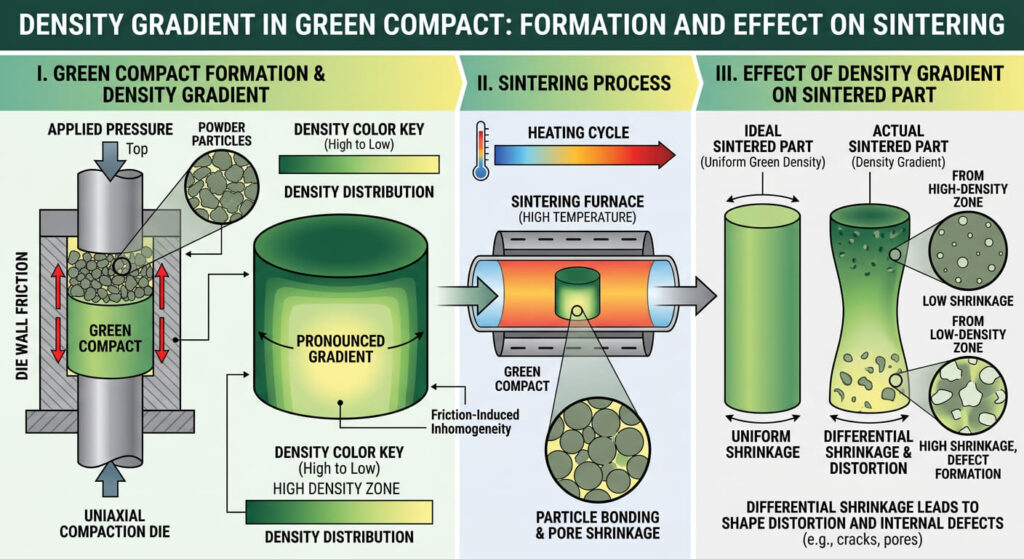
In high-volume automotive work, maintaining consistent green density is more important than simply hitting a high density. Even small density differences across the part can cause size and strength variations after sintering, especially in parts with splines or fine teeth. In one gear project, improving die fill and using double action pressing cut down on distortion and reduced the need for extra sizing steps.
Metal Injection Molding (MIM)
Metal Injection Molding (MIM) combines the shape freedom of plastic injection molding with the material properties and diverse alloy options of powder metallurgy. It is used for small, complex, high-density parts.
- Fine metal powder is mixed with a thermoplastic binder to form a feedstock.
- This feedstock is injection moulded into a tool cavity, producing a “green” part with the binder.
- Binder is removed (chemically and/or thermally) to create a fragile “brown” part.
- Final vacuum sintering shrinks and densifies the part to near full density, with properties approaching those of wrought material (99% + dense).
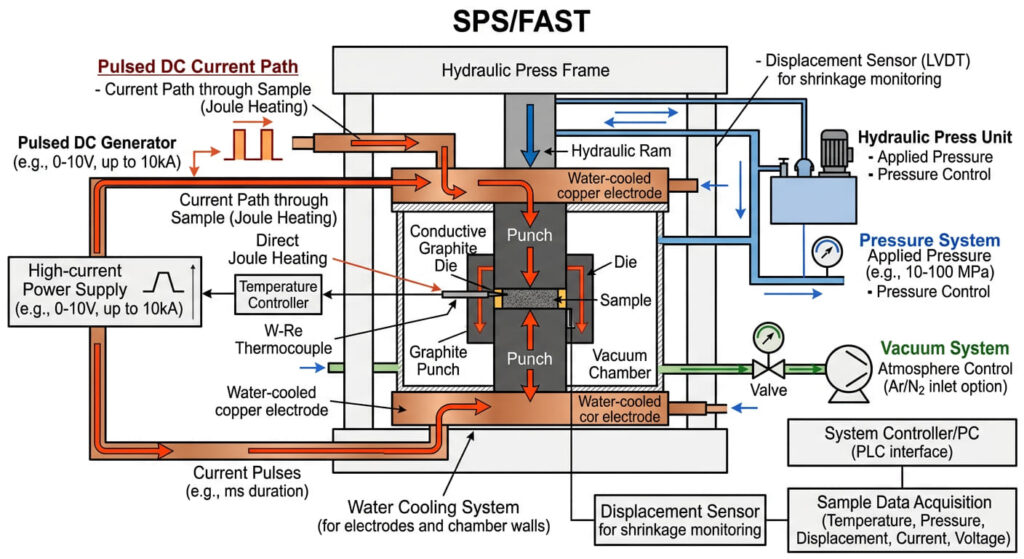
Spark Plasma Sintering (SPS), also known as FAST (Field Assisted Sintering Technique)
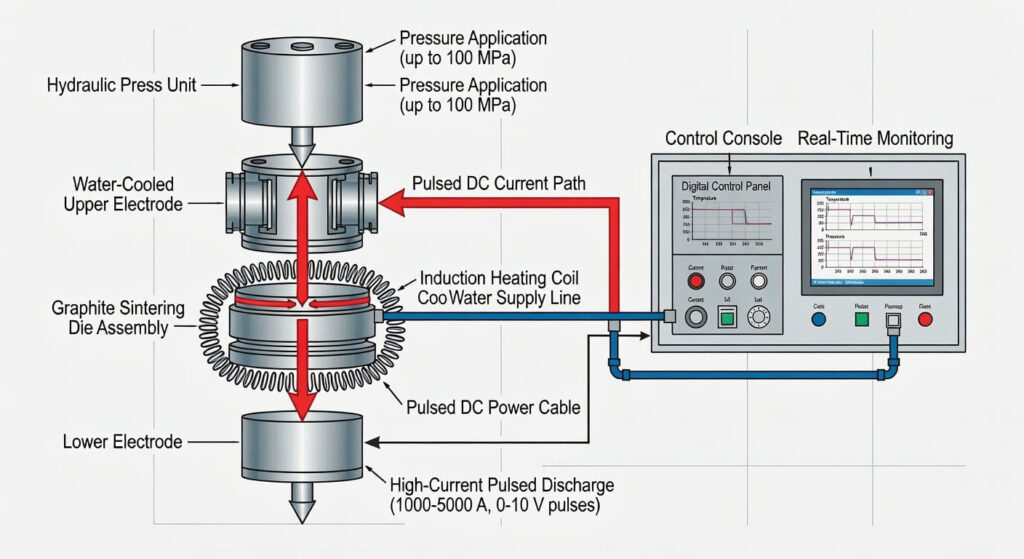
Spark Plasma Sintering (SPS) is a fast way to sinter powder, mainly used for engineered materials, small batches, and research projects.
- Powder is loaded into a graphite die, often uniaxially pressed.
- A pulsed DC passes through the die and sometimes the powder, generating internal heating.
- Very high heating rates and short hold times enable the production of dense materials with refined microstructures or those that are difficult to sinter conventionally.
- Beyond Powder Metallurgy, SPS / FAST is a very efficient process for bonding substrates of dissimilar (e.g. Cu/Brass/AL) or similar (e.g. AL-AL) materials. SPS / FAST substrate bonding processing times are substantially lower than vacuum sinter brazing, for example, reducing cycle times by more than 80%.
Powder Metallurgy Magnets
Making magnets such as NdFeB, SmCo, and ferrites is a specialized area of powder metallurgy, but it follows the same basic steps.
- Alloy is crushed or atomized into powder, sometimes jet milled to extremely fine sizes.
- Powder is often compacted in an applied magnetic field to align domains.
- Sintering and post-processing (heat treatment, machining, coatings, Ni-Cu-Ni plating) yield high-energy product magnets.
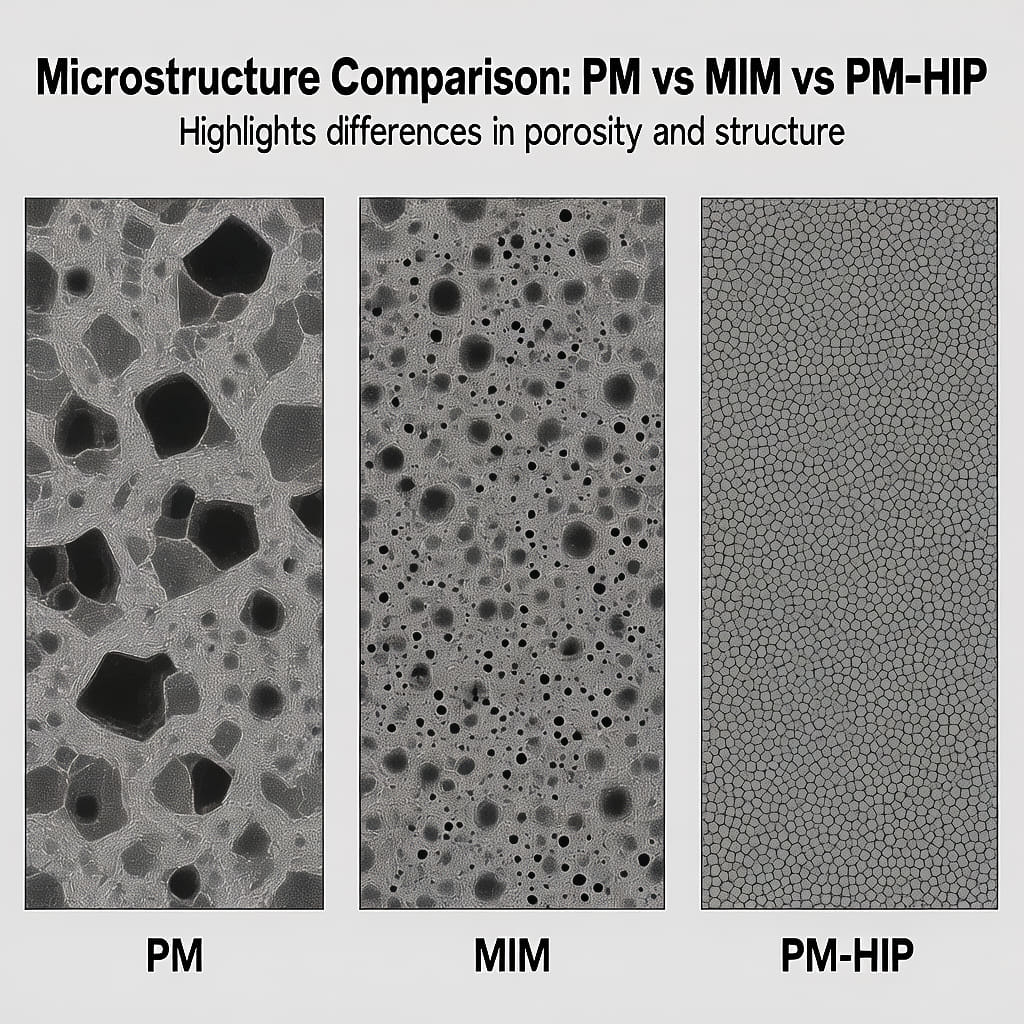
Hot isostatic pressing (PM – HIP) and related hot consolidation routes
Hot Isostatic Pressing (HIP or PM-HIP as discussed here) is chosen when you need very high density and few defects, such as in space, aerospace, energy, thick parts (large cross section), or superalloys (HEAs).
- Metal powder is encapsulated (e.g., in a steel can), evacuated, and sealed.
- The capsule is subjected to high temperature and high gas pressure uniformly from all sides.
- Powder consolidates into a fully dense billet or a near-net shape preform.
- The can is removed, and the HIPed material is machined or further processed.
How Powder Metallurgy Works: Shared Fundamental Processing Steps To Manufacture a Metal Part
Powder metallurgy takes loose metal powder and turns it into solid, performative parts by following a series of controlled steps: making the powder, mixing, compacting (green densification), sintering, and finishing. Each step affects the final part, so the whole process is treated as one system, not separate steps.
Powder Production and Preparation
It starts with making metal powder that has the right chemistry, size, and shape for the job (powder morphology / particle size distribution). Powders are made by gas or water atomization, chemical reduction, or grinding, each giving different shapes and flow. After that, powders are sieved, sometimes heat-treated or surface-treated, and checked for size, flow, density, and oxygen. These details are important for how well the powder compacts and the quality of the final part.
Mixing and blending
The base powder is mixed with lubricants, binders, and alloying elements to make a uniform feedstock. Lubricants help the powder press operate smoothly, and alloying elements like graphite or copper adjust the final properties. Mixing needs to be controlled so the powder stays consistent and metal powders are not deformed or damaged.
In real projects, powder handling is often overlooked. Small changes in humidity or storage can affect how fine iron powders flow. In one case, just controlling storage humidity and checking incoming powder more closely cut down on green cracks, without changing the press settings.
Compaction and Shaping
The mixed powder is placed in a die and pressed to make a ‘green’ part strong enough to handle. Most PM uses uniaxial pressing, but isostatic pressing, extrusion, or injection molding (MIM) may also be used. How you press, the tool design, and the pressure all affect the density and the final part quality.
Pre-sintering and binder/lubricant removal
Before sintering, binders and most lubricants need to be removed to prevent gas defects. This step, called debinding or pre-sintering, is done at moderate temperatures in controlled conditions so the organics leave without causing cracks. In MIM, binder removal is a big part of the process and often uses both solvent and heat.
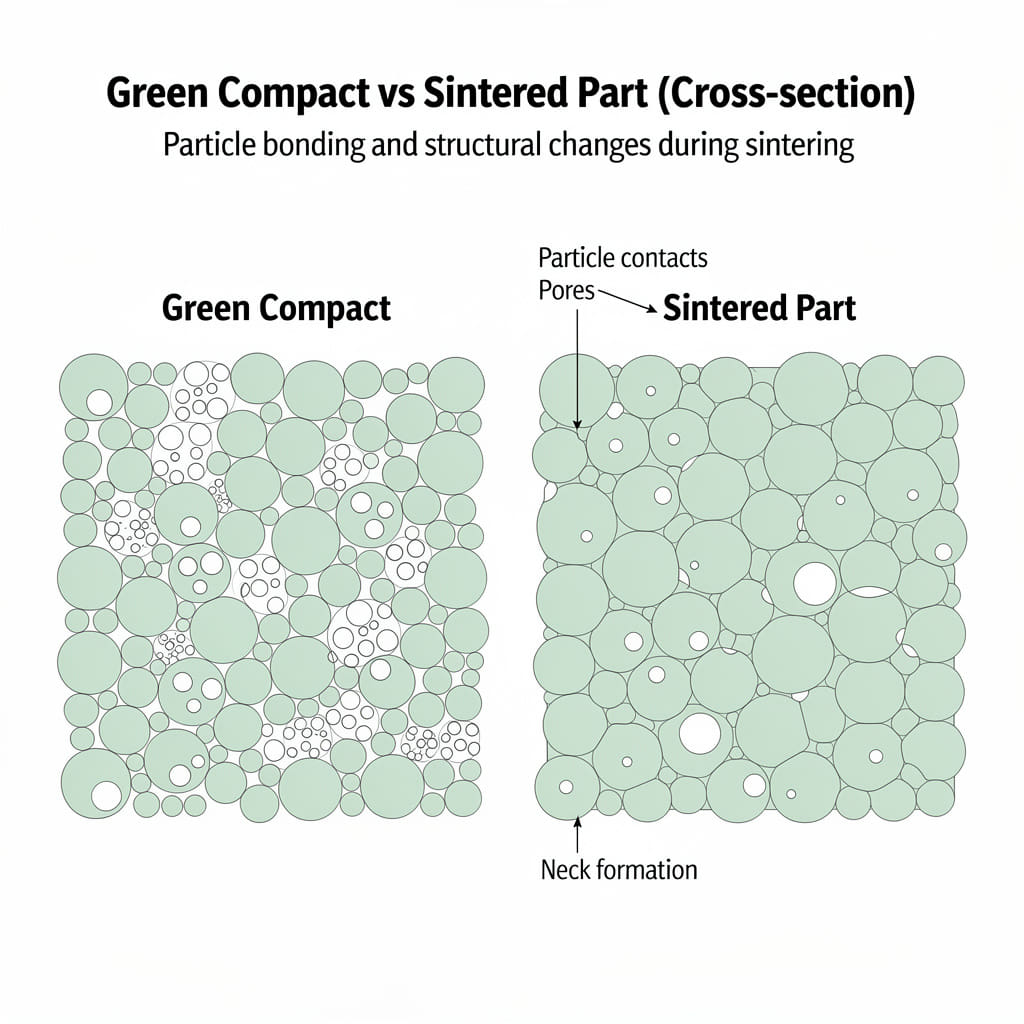
Sintering and Densification
The main thing about sintering is that the powder does not melt. The metal particles bond together by diffusion when heated below the melting point, in a controlled atmosphere. This step shapes the final structure and properties. The heating / cooling profile is chosen to get the right density, size, and microstructure.
Finishing and Secondary Operations
After sintering, parts often require additional steps to meet tight size or performance requirements. These can include sizing, coining, adding oil or metal to pores, machining, heat treating, or adding coatings. For demanding applications, hot isostatic pressing (HIP) can be used to close any remaining pores, improve strength, and decrease the variation of mechanical properties part to part.
Key Advantages of Powder Metallurgy
Powder metallurgy brings together cost savings, design flexibility, and excellent performance. It stands out for material efficiency, lower cost, design freedom, repeatability, custom properties, and sustainability compared to casting, forging, or machining.
Material efficiency and cost savings
- Because PM forms parts close to the final shape, most of the powder is used, and scrap rates can be under 5%.
- PPM (Parts Per Million) can be as low as ZERO (0) in some cases
- Unused powder/feedstock from a production run can often be recycled back into the process, further reducing waste and raw material cost.
- Since parts are made close to their final size, little or no extra machining is needed. This saves labor, tooling, and time.
For buyers, this means more stable material costs and predictable part prices when making large volumes.
Design freedom and functional features
- Pressing / Injecting powder (feedstock) in a complex tool set enables the creation of internal features, undercuts, splines, and complex shapes that are hard or costly to machine or forge in one piece.
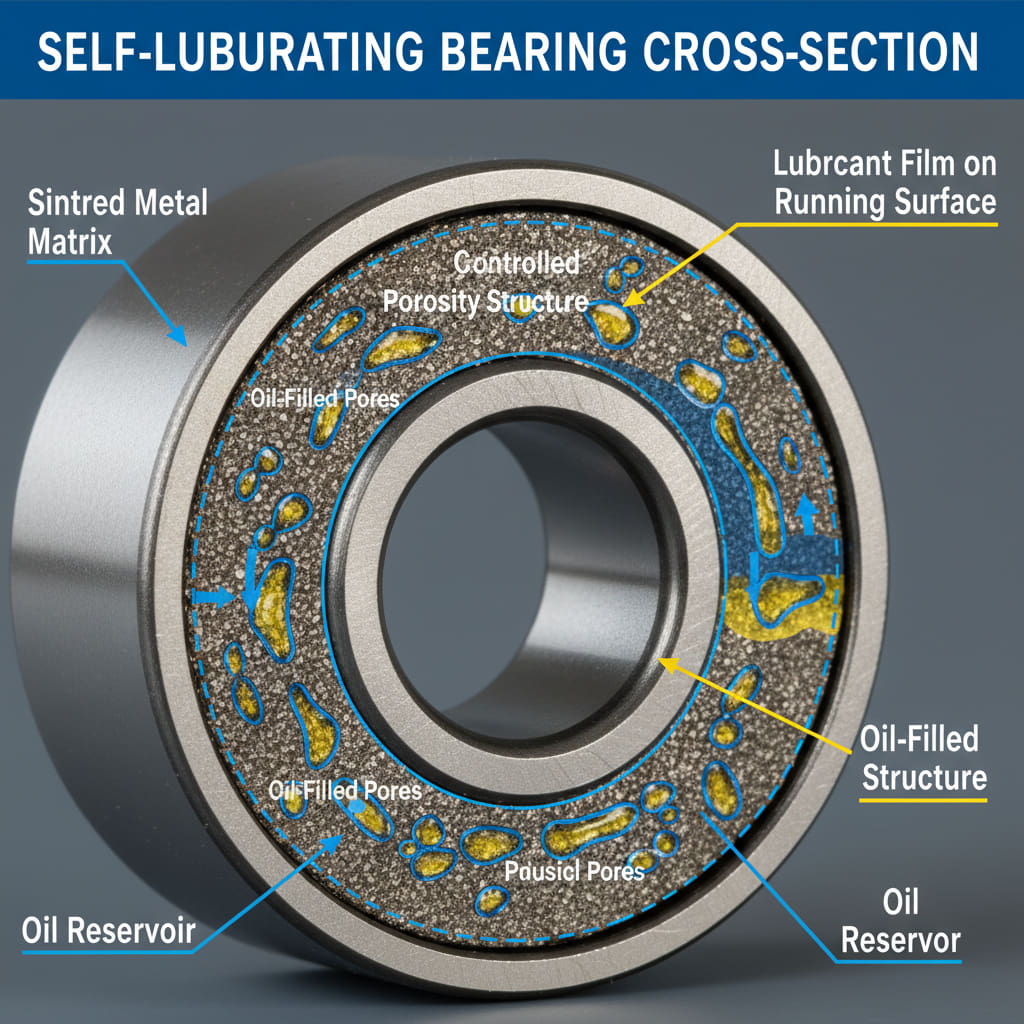
- Controlled internal or surface porosity lets you make self-lubricating bushings, filters, and damping parts that depend on connected pores. These features are tough to get with solid metal or cast parts.
- If desired, you can also layer or adjust the powder mix during gravity filling (or specialized 3D filling) to achieve different materials/properties in a single part.
High volume repeatability and automation
- Once the tooling and process are set, PM presses and furnaces can make thousands of identical parts with tight tolerances. This is ideal for automotive and appliance production for instance.
- Press and sinter lines can run around the clock and produce dozens of parts per minute, lowering the cost per part at high volumes.
Tailored material properties
- By changing the powder mix, particle size, and sintering settings, you can adjust hardness, wear resistance, heat flow, magnetic properties, and even damping to fit the job.
- PM makes it practical to use materials that are hard to cast or melt, like tungsten, nickel and cobalt alloys, and special composites.
- Controlled porosity in the finished part can help absorb vibration, reduce noise, and allow PM oil-filled bearings that lubricate themselves, which means longer life without extra lubrication.
Surface finish, precision and part performance
- With proper tools and controlled sintering, you can achieve good surface finish and consistent part size out of the furnace. Coining or “sizing” can tighten tolerances enough to skip most machining.
- Net-shape gears, sprockets, and structural parts come out without excess material or flash, making assembly easier and reducing the risk of machining defects.
- With PM-HIP (Powder Metal HIP) or other high-density processes such as SPS/FAST, you can get upwards of 100% density and eliminate welds and expensive thermal processing material fabrication steps.
Sustainability and “green” credentials
- Using more of the raw material and doing less machining means less energy used and less waste per part.
- PM runs at lower temperatures than foundry melting, so it uses less energy for each kilogram of finished metal.
- PM also means less waste, less use of coolants and chemicals, and cleaner emissions compared to many foundry processes. This helps with environmental goals for manufacturers.
Powder Metallurgy vs Casting vs Machining
- PM → near net shape, controlled porosity (potentially zero porosity with MIM, PM-HIP, SPS/FAST)
- Casting → large shapes, complex geometry but higher shrinkage
- Machining → high precision, high waste
Common Applications Across Industries
Powder metallurgy is chosen when you need medium to high-volume metal parts with consistent properties and tight cost targets, or when you need features such as controlled porosity. It is used for structural parts, wear parts, magnets, filters, and more, especially as electrification and lightweighting become more important.
Automotive and mobility
- Engine, transmission, and driveline parts such as gears, sprockets, synchronizer hubs, cam phasers, rod caps, oil pump parts, and chain sprockets are classic examples of press-and-sinter PM in the automotive industry. After sizing, many gears can hold tolerances of ±0.05 mm.
- Chassis, brake, and steering parts, such as ABS rings, parking pawls, brake components, and steering column components, use PM to achieve near-net shape teeth and splines with good fatigue life.
- Self-lubricating sintered bronze or iron bushings are common in pumps, electric motors, seat adjusters, and window lifts because their pores hold oil.
- For electric motors and EV drivetrains, PM is used to make soft magnetic composites, stator cores, and rotor parts. These help achieve high slot fill and low-loss motor designs for EVs and hybrids.

Industrial machinery and tools
- Gears, pulleys, sprockets, levers, locks, and couplings in machinery and power transmission are often made by PM for cost-effective, high volume production.
- Hydraulic and pneumatic systems use PM for pump gears, valve components, and control elements, taking advantage of PM’s ability to produce internal passages and precise teeth. Additionally, in cutting, mining, tunnelling, and construction applications, components such as drill bits, inserts, and wear plates are made almost exclusively by powder metallurgy methods.
- Guides, cams, and followers with wear-resistant sintered parts are common in textile machinery, packaging equipment, and production automation.
Space, Aerospace, Defense, Energy and Nuclear Fusion / Fission
Space initiatives are investing heavily in SPS / FAST & PM-HIP material development for highly engineered materials such as cyrogenic wear resistant materials, radioactive shielding.
- Aerospace uses PM and HIP for titanium and nickel alloy parts like disks, seals, and brackets, to get clean material, custom microstructures, and lower weight.
- Turbine engines and power generation use PM for hot section parts and special bearings, taking advantage of high temperature strength and good fatigue life.
- New developments in Nuclear Fusion and Fission processes require the pressure & heat (Joules Heating) nature of SPS / FAST to develop cutting edge new alloys (HEA’s) and bond sophisticated substrates.
- Defense precision MIM parts for small arms components and associated light weight mechanisms, leveraging MIM fine-feature thin wall capability. Hard metal / Boron Carbide plates for armor plus powder metallurgy used in munitions plus high wear resistance applications.
H3: Electrical, electronics and magnetics
- Soft magnetic parts such as stators, rotors, transformer cores, and inductive components are made from PMs or soft magnetic composites to create 3D magnetic paths and reduce eddy current losses.
- Permanent magnets, such as NdFeB and ferrite, for motors, generators, sensors, and actuators are usually made from powder by pressing and sintering, or by hot pressing.
- Connectors and contacts made from high-conductivity copper and silver-based PM parts serve in switches, circuit breakers, and power electronics where complex shapes and high conductivity are required.
Medical, consumer and specialty markets
- Medical and dental devices use MIM to produce small, detailed stainless steel and cobalt-chrome components for surgical tools, orthodontic brackets, endoscopes, and implants.
- Firearms and hardware parts, such as triggers, hammers, sears, magazine parts, locks, and hinges, are often made by PM and MIM for complex shapes and high volume.
- Home appliances and power tools use PM for gears, locks, handles, pulleys, and motor parts in washers, dryers, drills, and garden tools, to get quiet operation and keep costs down.
- Sports and fitness equipment use sintered parts and wear components that require high strength and good wear properties.
Porous and functional materials
- Self-lubricating bearings and bushings are made by filling connected pores with oil, so pumps, fans, and small motors can run without extra lubrication.
- Stainless or bronze sintered filters and flow restrictors are used in chemical plants, fuel systems, medical devices, and pneumatics.
- PM (SPS/FAST – PM-HIP) is also used to make metal-matrix composites, functionally graded materials, sophisticated heat sinks and special optical components.
Best Practices for Successful Powder Metallurgy Projects
Successful powder metallurgy projects treat process choice, part design and supplier collaboration as a single, integrated engineering problem. The best outcomes come when you screen parts for PM early, design explicitly for compaction and sintering (or the most ideal powder metallurgy manufacturing process). It’s critical to lock in robust quality and supplier practices before volume launch.
Process Selection and Feasibility Evaluation
- Confirm the part is a good PM candidate: moderate size and mass, relatively uniform section thickness, high annual volume, and geometries that benefit from splines, teeth, grooves or internal features.
- Use early feasibility checks (aspect ratio, section changes, tolerances, density targets) against PM design guides rather than adapting a machined or cast drawing unchanged.
- Compare PM with alternatives (machining, forging, casting) on total cost of ownership: tooling and qualification costs, per-piece cost at volume, material utilization, and lifecycle performance.
Design for Manufacturability (DFM) Guidelines
- Control the aspect ratio in the pressing direction; many guides recommend a maximum length-to-thickness ratio of about 3:1 to limit density gradients and ejection issues.
- Keep walls and ribs as uniform and as thick as necessary, but no thicker; avoid deep, narrow slots, extreme undercuts, or long flanges that require fragile tooling or create fill/ejection problems.
- Set tolerances no tighter than required by functional need, and use sizing/coining or selective machining only where required; over-tight tolerances erode PM’s cost and throughput advantages.
- Design around realistic density and property windows for the chosen process (conventional PM vs MIM vs SPS/FAST vs. PM-HIP), including expected dimensional change during sintering.
When working with OEM clients, we often see drawings adapted directly from machined parts. Redesigning features to align with single-direction pressing typically reduces tooling complexity and improves yield, even if the visual geometry changes slightly.
Quality Control and Supplier Management
- Work with suppliers that have strong PM-specific technical capability, plus formal quality systems and automotive-grade process controls where needed.
- Define critical-to-quality characteristics (density, dimensional tolerances, microstructure, hardness, magnetic properties) and align inspection methods and sampling plans up front.
- Monitor green strength, density and ejection behavior during development; many downstream defects originate in compaction or powder lot variability.
- Treat powder and feedstock as engineered materials: require data on particle size, flow, chemistry and reuse limits, especially if you integrate AM or recycled feed streams.
Industry standards, such as MPIF (Metal Powder Industries Federation) testing procedures, are commonly used to define density, transverse rupture strength, and other PM-specific properties.
Common Mistakes in Powder Metallurgy (press and sinter) and How to Avoid Them
Several recurring mistakes cause powder metallurgy parts to underperform or fail, and most of them stem from treating PM like “just another way to make a machined part” rather than a process with its own rules. You can avoid most issues by controlling powder quality, designing explicitly for compaction and sintering, and tightening process control around density and heat treatment.
- Treating a machined/cast drawing as a PM drawing
A common mistake is to lift an existing machined or cast design and send it “as is” for powder metal quotation, with deep blind holes, long overhangs, sharp corners, and unrealistic tolerances. This leads to fragile tooling, poor fill, high-density gradients, and excessive secondary machining, erasing PM’s cost advantage.
How to avoid it
- Redesign parts for single-direction pressing, uniform wall thickness, and generous radii in the pressing direction.
- Limit aspect ratios and critical features to what can be reliably compacted and ejected; add machining only where necessary.
- Involve the PM supplier at the concept stage so they can propose split lines, feature changes, and realistic tolerances before tooling is cut.
- Poor powder quality and handling
Inconsistent particle size, shape, flow and cleanliness cause uneven die filling, contamination and unpredictable green density. Humidity and poor storage can degrade flowability or introduce moisture-related defects, especially in fine steel powders.
How to avoid it
- Specify and verify powder properties (size distribution, flow rate, apparent density, chemistry, moisture) for each lot, and qualify suppliers based on those properties.
- Use controlled storage (sealed containers, humidity control) and consistent handling procedures to prevent segregation and moisture pickup.
- Reject or segregate lots that fall outside the validated process window instead of “tuning the press” around bad powder.
- Non-uniform green density
Many chronic PM problems trace back to hidden density gradients in the green compact rather than to the furnace. High and low density zones shrink differently during sintering, generating internal stresses that drive distortion, cracks, and scattered mechanical properties.
Typical symptoms
- Ejection cracks at corners or section changes.
- Microlaminations (subtle layered cracks) perpendicular to the pressing direction.
- Dimensional scatter and warpage, potato chipping, visible after sintering.
How to avoid it
- Use appropriate press setups (double-acting, floating die, fill-shoe optimization) and respect the maximum thickness/aspect-ratio guidelines.
- Validate the green density distribution via sectioning, density measurements, or simulation during development, not after parts start failing.
- [For highly engineered materials, small complex shapes, specialty alloys requiring 100% density, consider MIM, SPS-FAST, PM-HIP as alternatives to press and sinter]
- For demanding or awkward geometries, consider cold isostatic pressing or hybrid routes rather than pushing uniaxial compaction beyond its safe envelope.
Many teams initially focus on furnace settings when distortion appears, but in our experience, the root cause is often compaction rather than sintering. Addressing punch alignment and fill consistency usually solves the issue faster than adjusting furnace profiles.
- Ejection and handling damage
Cracks formed during ejection or early handling often go undetected until after sintering, when they propagate or open up. Excessive ejection force, rough die surfaces, poor lubrication or aggressive automation can all damage relatively fragile green parts.
How to avoid it
- Monitor and minimize ejection forces via proper die design, surface finish and lubricant selection; adjust press speed and dwell to reduce sticking.
- Design parts with adequate draft and avoid sharp shoulders or thin walls aligned with the ejection direction.
- Use appropriate handling fixtures, conveyors and transfer methods that support green parts and avoid point loads or impacts.
The Future of Powder Metallurgy
Powder metallurgy is transitioning from its traditional role in producing cost-effective gears to becoming a critical technology for enabling advanced alloys (space), supporting the electrification of transportation and devices (fuses), creatively facilitating new platforms like hybrid manufacturing (AM-DED) plus the plethora of avenues being explored by private labs, universities and think tanks. Looking ahead, the field will be influenced by the development of novel materials, the increasing integration with metal additive manufacturing (AM), advancements in intelligent powder processing techniques, and the growing demand for more sustainable and low-carbon manufacturing approaches. These trends not only expand PM’s capabilities but also position it as a foundational technology in next-generation products, equipment and manufacturing systems.
Advanced materials and high performance alloys (engineered materials)
Research is rapidly expanding in high-entropy alloys (HEAs), refractory alloys, and tailored microstructures that rely on PM for compositional control and non-castable chemistries. PM routes enable the processing of multi-principal-element alloys and fine, engineered microstructures (controlled) that would be difficult to achieve solely via conventional casting or other legacy metal forming processes. Functional materials hardmetals, magnetic materials, damping and thermal management alloys will remain strong growth areas as end user performance requirements increase and powder metallurgy processing techniques continue to improve.
Integration with metal additive manufacturing
Powder-based AM and conventional PM are increasingly converging, sharing powders, sintering know-how, and post-processing routes. Hybrid concepts using AM to create complex preforms or lattices, and PM/HIP or SPS / FAST sintering to densify or join them, are emerging for space aerospace, energy, and multi-metal structures. This convergence is pushing improvements in powder quality, process monitoring, quality control and recycling that benefit both the very wide AM arena, SPS / FAST and legacy PM part manufacturing routes (press and sinter, MIM, PM-HIP)
Special notes on Spark Plasma Sintering (SPS) or FAST, Field Assisted Sintering Technique
MATERIALS, COMPONENTS: Technical Ceramics, Heat Sinks, such as Cu / metal matrixes embedded with diamonds, Advanced Friction Materials using metallic, carbon and ceramic powders. Hard Metals, Thermoelectric Materials, Synthesis of High Temperature Oxidation Resistant Materials (ceramic components & composites): BORIDES can be processed by SPS, C-C Composites / Oxidation Protection Coatings, High Temp. / Low Density Materials. FYI – High processing temperatures are common for SPS (up to 2.400°C, extreme cases up to 3.000°C).
LIQUID PHASE BONDING / PRECISION BONDING. Precise temperature and pressure control make the SPS / FAST process IDEAL for bonding. High Strength Bonding, the SPS heating process creates a liquid phase between materials (substrates) and then binds them together (no brazing, soldering or adhesives). SPS cycle times are an order of magnitude less than vacuum brazing for instance. SPS is GREAT AT BONDING DISSIMILAR MATERIALS such as SS/Steel, Cu/Brass/Al, NiCr trace/Kovar lead, Ti64 to SiN/SiC, Ag/Cu, HEA powder to WC solid piece, Al+Al2O3/Cu solid puck in addition to similar materials such as AL-AL, CU-CU, SMC-SMC.
New compaction and sintering technologies
High-velocity compaction, ultrafast high-temperature sintering, and field-assisted methods are being developed to achieve “three high and one low” targets (high density, precision, performance, low cost). These processes can dramatically shorten cycle times while refining microstructures, opening the way to higher-value PM components in demanding sectors. Smart powder processing, with better control of particle morphology, dispersion, and gradation, is another focus for producing advanced materials efficiently.
Market shifts: EV’s plus and how powder metallurgy fits in.
New demand is emerging for EV traction motors, power electronics, lightweight structures, and high-performance magnets, all well aligned with PM capabilities. MIM and fine-feature PM parts are also poised for strong growth in electronics, AI hardware, liquid-cooled servers (AI), medical devices, robotics, and consumer products that require compact, precise metal components. Space, Aerospace, Defense (Hypersonics), Heavy Industry, Oil and Gas will be high growth areas for SPS / FAST and PM-HIP well into the 21st century.
Digitalization, sustainability and Industry
Future PM plants will rely more on real-time monitoring, data analytics, and model-based control to stabilize density, microstructure, and performance. Lifecycle pressure for lower carbon footprints is driving interest in powder recycling, energy-efficient sintering (including solar-assisted concepts), and high-utilization, low-waste routes versus traditional casting. Market studies forecast very robust global growth for the powder metallurgy industry overall, with strong contributions from press and sinter, AM, MIM, high-end PM – HIP components, and SPS/FAST applications. These technologies will continue to mature and converge, expanding the powder metallurgy industrial base considerably.
When Powder Metallurgy May Not Be the Right Choice
Powder metallurgy is powerful, but it is not universal. Very low production volumes, extremely large components, or designs requiring complex transverse undercuts may be better served by machining, casting, or may require the geometric complexity advantage of additive manufacturing (AM). Early feasibility evaluation prevents costly tooling investments in parts that do not align with PM’s strengths. Do the hard work at the front end of the design process.
Conclusion
In summary, powder metallurgy should be viewed as a comprehensive manufacturing system in which engineered powders, controlled densification, precise sintering, and targeted finishing are coordinated to produce net-shape/near-net-shape metal parts with tailored properties only achievable via the powder metallurgy route. This PM method is most cost-effective for medium- to high-volume applications (press and sinter / MIM) where consistent properties, designed porosity, and axially formed geometries are required, and where traditional methods such as casting, forging, or machining would be less practical or more expensive. For engineers and decision-makers, the actionable takeaway is to consider powder metallurgy early in the design phase, ensuring that powder metallurgy process integration and part suitability are evaluated in conjunction with cost and performance requirements.
For engineers and decision-makers, PM should be treated as a distinct manufacturing route, not a drop-in replacement. Parts should be screened early, redesigned as needed, and supported by process-specific quality controls from powder receipt through final sintering and secondary operations. With early design alignment and strong supplier collaboration, powder metallurgy can deliver lifecycle cost savings, reliable performance and improved material efficiency in applications aligned with electrification and advanced materials trends.

Frequently Asked Questions
What is the typical cost savings of powder metallurgy compared to machining?
For suitable, higher-volume parts, powder metallurgy can often reduce total part cost by roughly 30–70% compared to machining from bar stock, mainly through near-net-shape forming, minimal scrap, and reduced machining. Case studies on structural parts, such as oil pump gears, report total cost savings of 60–70% once tooling is amortized and volumes are adequate for PM to shine
How strong are powder metallurgy parts versus cast or machined ones?
At typical structural densities, conventional press-and-sinter PM parts achieve mechanical properties comparable to those of medium-strength cast steels and irons, but generally fall short of fully dense wrought/machined steels of the same grade. When higher density routes such as PM‑HIP or SPS/FAST are carefully optimized, pressure-sintering is used, strength and fatigue performance can reach wrought levels, making PM viable even for demanding space, aerospace, and performance vehicle powertrain components. For reference, typical structural PM press and sinter parts (high volume / low cost) operate at densities of 6.6–7.2 g/cm³ for iron-based materials, depending on application requirements.
What materials are used in powder metallurgy?
PM is widely used with iron and low-alloy steel powders, stainless steels, copper and copper alloys, aluminum alloys, nickel- and cobalt-base alloys, tool steels, hardmetals (tungsten), and various magnetic materials. More recently, PM has become an enabling route for high-entropy alloys, shape memory alloys, and metal matrix composites that are difficult to process by conventional casting, approaching full theoretical density.
What are the size limitations for powder metallurgy components?
Conventional press-and-sinter parts are typically limited to modest heights in the pressing direction and footprints that fit practical die sizes, often up to a few hundred millimeters, with aspect-ratio limits to keep density gradients and ejection forces under control. Larger or thicker components can be produced using PM-HIP, SPS/FAST, or specialized capsule-based PM routes. Still, these tend to be reserved for higher-value applications.
Is powder metallurgy environmentally friendly?
Overall, PM is generally considered more environmentally friendly than many subtractive or fully molten routes because it uses near-net-shape forming, achieves high material utilization (often well over 95%), and can significantly reduce scrap compared with machining. Lower peak processing temperatures than casting, potential for powder recycling (including from machining chips) and reduced secondary operations all contribute to lower embodied energy and waste per finished part.
What tolerances can powder metallurgy achieve?
Press and sintered PM & MIM parts typically have moderate dimensional tolerances suitable for many structural and automotive applications; tighter tolerances are achievable with well-designed parts and stable processes. Where needed, secondary sizing/coining or selective machining can routinely bring key features into tolerance bands comparable to those of machined parts, while still preserving PM’s cost and material-efficiency advantages on the rest of the geometry.
